中華民國熱浸鍍鋅協會
發表於2017/01/12
中華民國熱浸鍍鋅協會
發表於2017/01/12
3、螺絲孔大小
由於一般箱型樑(柱)鋼
板厚度較厚,因此鍍鋅膜厚會相對增厚,故螺絲孔大小應適度加大。加大標準可參考~ JASS
6 日本建築學會-建築工事標準操作書之規定
(參見表1)。
(表1) 熱浸鋅高張力螺栓孔的外徑 (單位 : mm)
公稱軸徑(d)< 27 ,螺栓孔孔徑(d2) = d2+2.0
公稱軸徑(d) ≧ 27 ,螺栓孔孔徑(d2) = d2+3.0

資料來源:JASS 6 (日本建築學會-建築工事標準操作書)
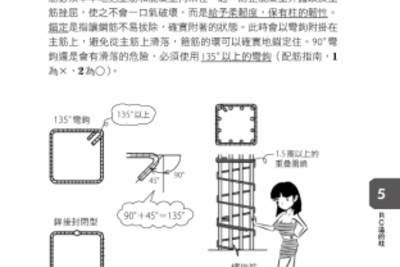
4、重疊面銲接方式及排氣孔挖孔原則:
如碰上兩片鋼板是以平接方式滿焊完成後,其平接的斷面一定要預留排氣孔 (參閱A385),如設計上沒有要求開孔又或焊接的部位焊接不良時,被困在內的空氣將會在高溫下壓力不斷升高,導 致這兩片鋼板因受不住壓力的壓迫而發生變形,最糟糕的情況,構件浸泡在鍍鋅槽內被引爆,這不只會將構件損壞 亦會波及週邊工作的鍍鋅員工的安全。
方案一:

資料來源 : 依據 ASTM A 385 Table 1/Table 2規範

方案二:
A、為全周銲接式,易引起爆裂。
B、為全周銲接式,但有留孔。
C、為斷續銲接式,角落處不予銲接。
以上三式以B、C法為優良。
資料來源 :中華民國熱浸鍍鋅協會
伍、箱型樑(柱)熱浸鍍鋅施工要點
1、鋼板表面切割問題:
鋼板進行edge cutting 過程中,因高溫切割後表面凹凸不平,厚板鍍鋅後因膜厚較厚因此造成鍍件表面凹凸不均勻的情形更加明顯。所以鋼板在切割時應特別注意平整性。
2、鋼板角隅應倒角:
因鋼箱型樑(柱)鍍鋅厚度較厚,角隅倒角可使鍍鋅層變的平順,不易因碰撞或吊運而產生鍍層脫落現象。反之,沒有倒角則會容易因碰撞或吊運而產生鍍層脫落現象。
3、鋼板補銲及焊條碰觸:
鋼板表面經補焊或在焊接時焊條觸碰鋼板位置,因表面硬度產生變化, 造成鍍鋅時表面與鋅液反應速度不同,當鍍層膜厚增厚二處便產生明顯 高低差現象。
4、吊耳:
箱型樑(柱)因單重較重,鍍鋅時溫度高再加上起爐時內部裝滿鋅液,因此重量可能增加為原來的數倍,所以配合鍍鋅作業焊接吊耳是絕對必要的。
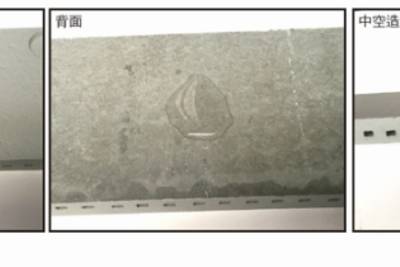
陸、案例介紹
1、洩鋅孔

留孔不良

側面正確留孔

正確留孔 留孔不良爆裂:控制室安全玻璃破裂

留孔不良:內部積鋅 留孔不良:內部酸洗不良
原文出處:熱浸鍍鋅雜誌第49期